
Printing flexible filaments holds a mixture of horror and delight. On one hand making something squishy and flexible allows for custom grips, cushions, dampers, and all sorts of fun wiggly toys. On the other hand it can print like a nightmare. I had enough bad experiences early on I nearly completely swore off printing flexibles. Eventually I had someone requesting some flexy parts, so I got back into it.
Most printable flexible filaments are either TPE (Thermo Plastic Elastomer), or TPU (Thermo Plastic Urethane). TPEs tend to be a little softer, but you can print a structure with more infill to make it stiffer, or less to make it more complaint.
Problem 1: Bed Removal
Normally when 3D printing it is a hurdle to get things to stick to the bed. Not so with TPU. It sticks to the bed sheet material with such fervor that it will actually peel the PEI layer off the bed. I did this in the past and was upset about it. I found spreading down talc powder helped, but never fully alleviated the issue. Then along came my little purple friend.

I have heard people talk about glue sticks to help print adhesion. I never had any luck with normal hard plastics. But it acts as kind of a barrier or release agent with TPU. Sticky enough that it won’t come off during printing, but soft enough the part can be peeled off. It builds up over time, but is water soluble, so just wash it away in the sink. A thing layer is all you need. I never heat the bed when printing TPU.
Problem 2: Loading
Once I tackled the removal issues a little while back I was happy to perform occasional prints. Loading flexible filament could be a pain though. Half the time it would jam and wrap around the extruder. I did some reading and experimenting and came up with a two part solution.
When loading, increase the temp 10-20 degrees. It makes the TPU flow better. My Prusa has an automatic filament loading function. It detects the filament, loads quickly, then slows down to extrude new filament and flush the old residue. That initial quick load gets me in trouble about half the time. Instead I insert the filament, but not all the way to the extruder gear. I let it perform the fast load, then push it in the rest of the way when it slows down. It hasn’t jammed yet using that method.
Problem 3: Stringing
My TPU prints had crazy stringing. It was annoying, but a set of side cutters would take care of it. I was just so happy to be printing flexible materials I didn’t care at first. Now I am annoyed at the post process work required. I started googling and came up with some things to try.
First up, a number of places talked about the flexible materials not working well with retractions. It is flexible and might jam, but I thought that would make the stringing worse. Sure enough, it was a lot worse.


My original settings were what came with the Prusa Slicer. No retraction caused considerably worse stringing. Ok, how about instead we lower temperature, that was supposed to help out.

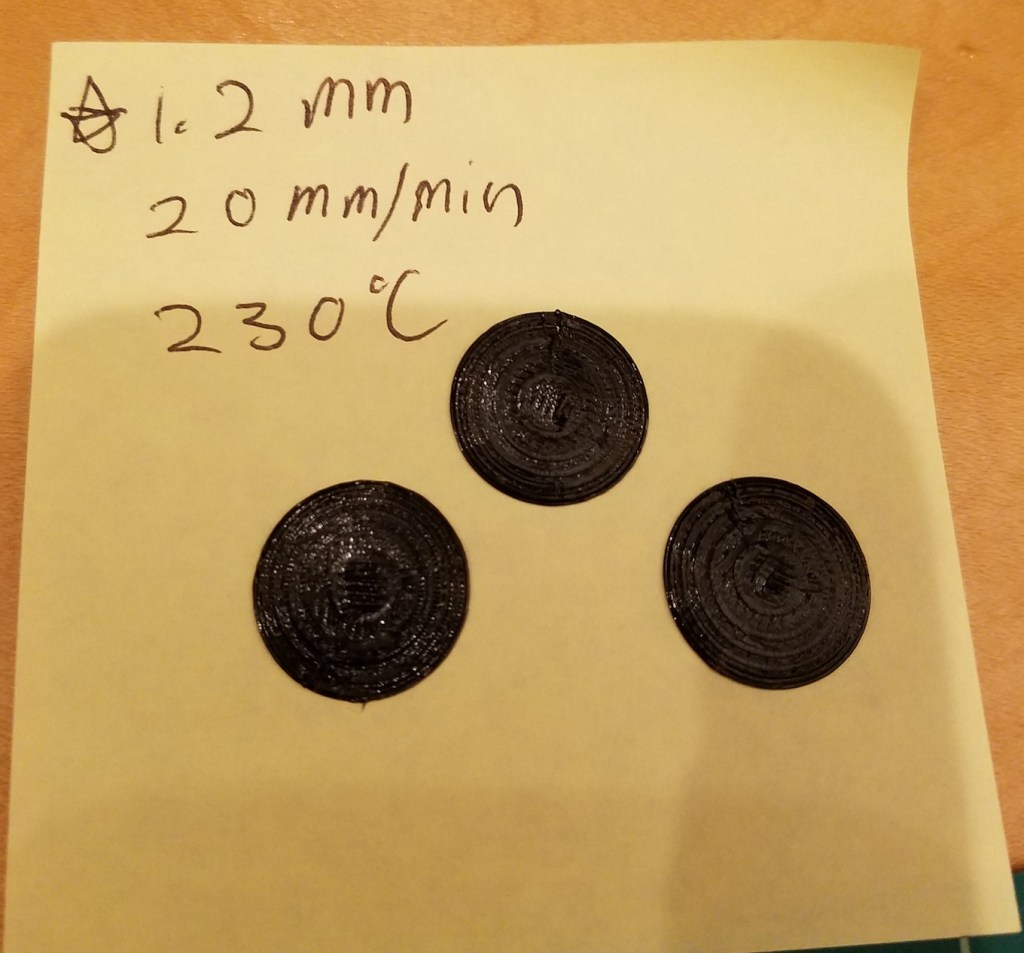
Sure enough, that worked. It makes sense, the stuff wants to solidify faster. I checked the manufacturer of my filament, and 240C is a little hotter than they suggest. I tried one at 220C, but was starting to get poor layer adhesion. I also slowed down the retraction speed from 35mm/min to 20. Some stringing still exists, so I will try to retract further.
Even better! There are some nubs left (hard to see with black filament), but this is so much better than before. I will call this good for now, but might go back in the future and do more turning.
While I was testing these I was slowly increasing my initial Z off set. They were coming off the bed more easily with 100um of increased Z height without significant impact to the bottom layer quality. It turns out you can alter the first layer Z height in the slicer, so I made that change for my flexible material profile.
Summary:
TPU sticks too well?
- Use a layer of purple glue stick on the print surface, it acts as a release agent
- Increase initial Z height so first layer doesn’t get pressed in so hard
TPU strings badly?
- Reduce temperature till you have layer adhesion or jam issues, then back up. Lower temps have less stringing.
- Longer retractions at slower speeds might be needed.
What does one print with flexible material? Well Those test prints were feet for my macbook laptop. The originals keep falling off and getting lost, so I have been printing new ones and gluing them on.
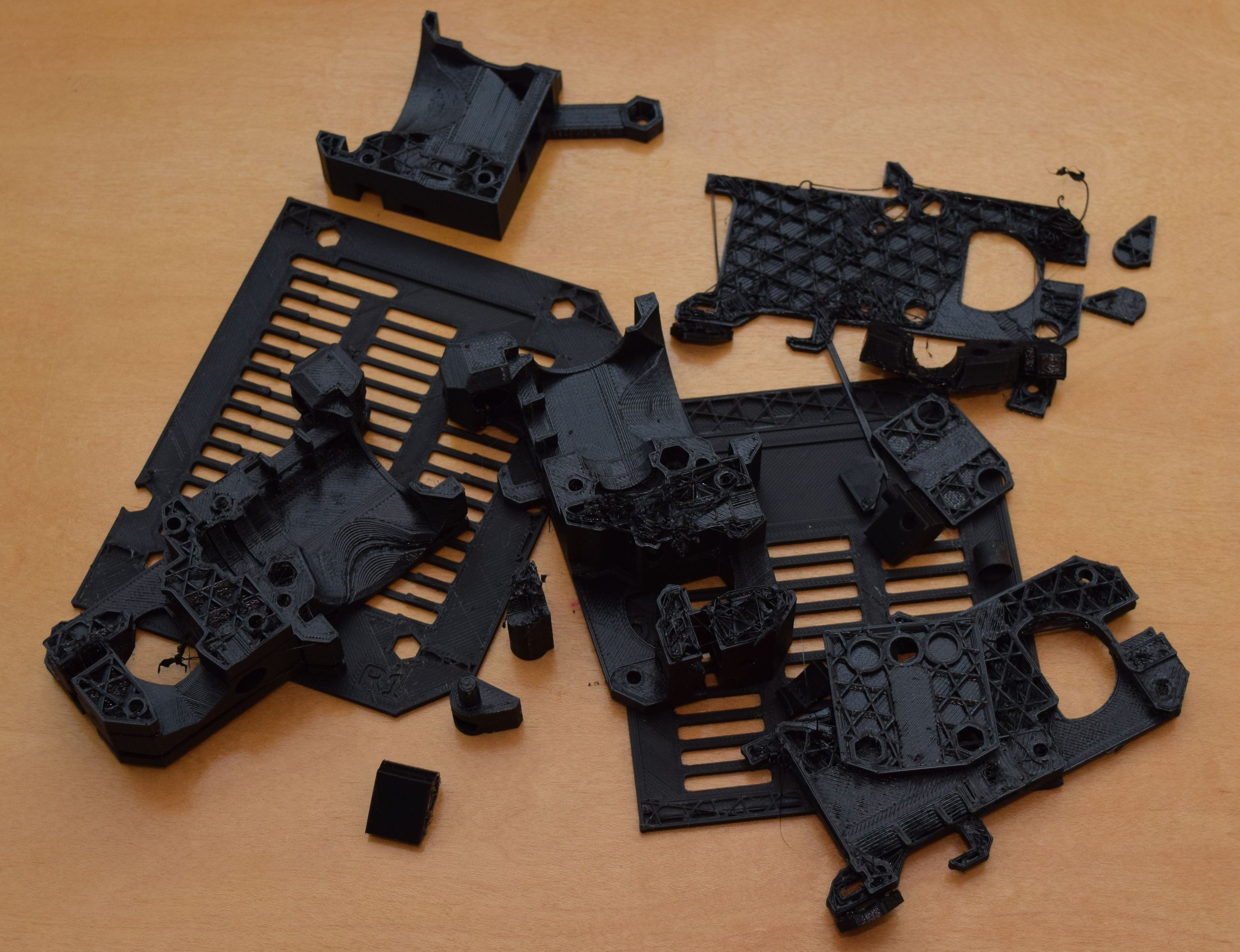
Speaking of feet, I printed a set of vibration damper feet (thingiverse link) for the printer. The first set looked so ugly I figured I had to spend some time tuning to get rid of all this stringing. The before and after tuning results are pretty dramatic.

Other fun prints are a set of flexible hex bit holders (thingiverse link). They grip well enough to keep the bits from slipping out, but are easy to insert and remove. I tried making a set from hard plastic, but they just don’t compare.

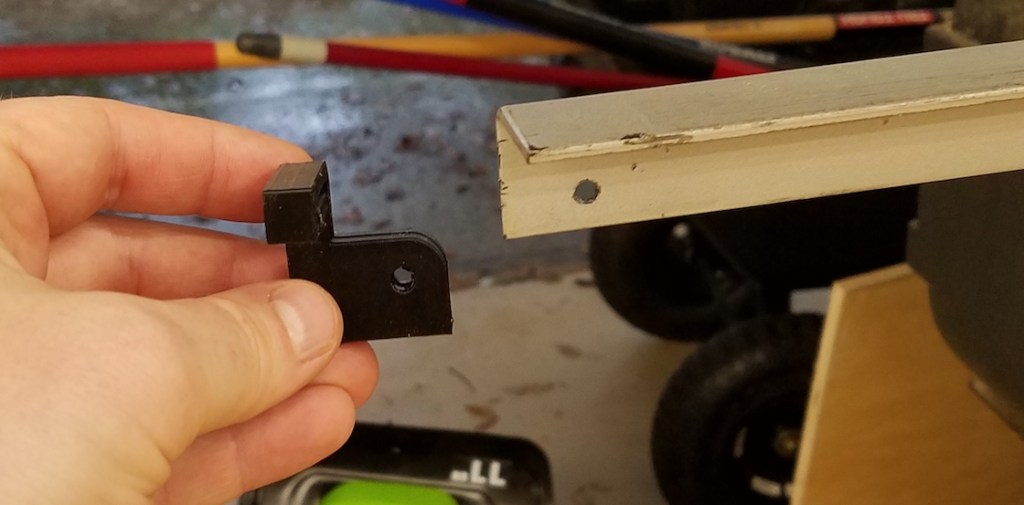
Lastly the support arm on my tablesaw had a rubber guard to keep you from catching the edge. It got lost ages ago and and I have found it to be very uncomfortable when impacted at walking speeds. I made a push on flexible cap, but it too got lost after a few months. This one bolts into place in such a way as not to interfere with the fence. I bet I won’t be losing this one. Hopefully I won’t be racking my hip on it either.














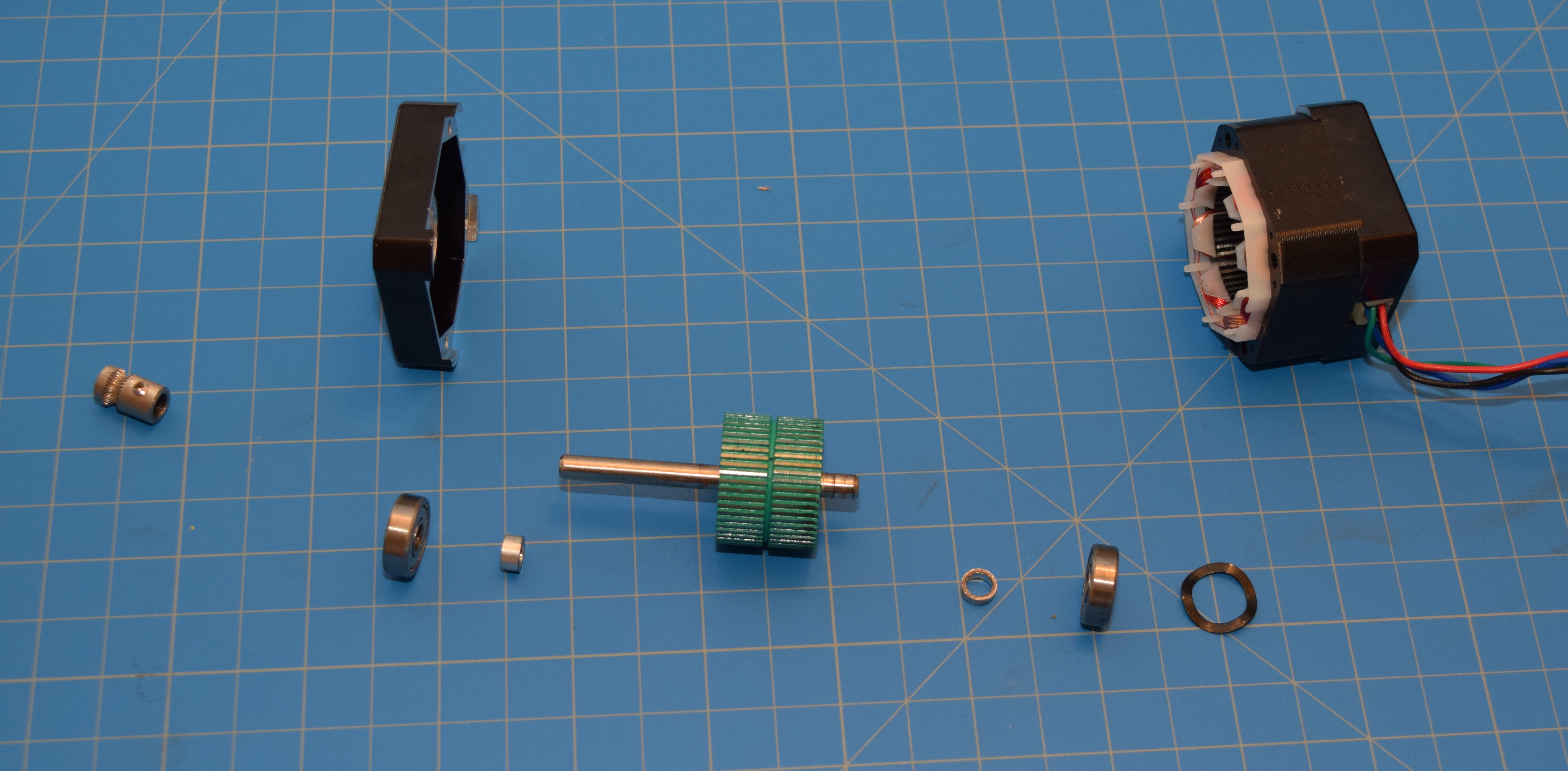



























































 roll a lot smoother. Any catches or resistance in the spool rolling could cause Z banding as the extruder fights to pull in filament. Thingiverse had a great assembly that sits on top. It included a printable threaded nut and bolt that turned out gorgeous! Skate bearings pressed into the rollers so the spool rolls with little resistance. A filament guide keeps it running true.
roll a lot smoother. Any catches or resistance in the spool rolling could cause Z banding as the extruder fights to pull in filament. Thingiverse had a great assembly that sits on top. It included a printable threaded nut and bolt that turned out gorgeous! Skate bearings pressed into the rollers so the spool rolls with little resistance. A filament guide keeps it running true.






