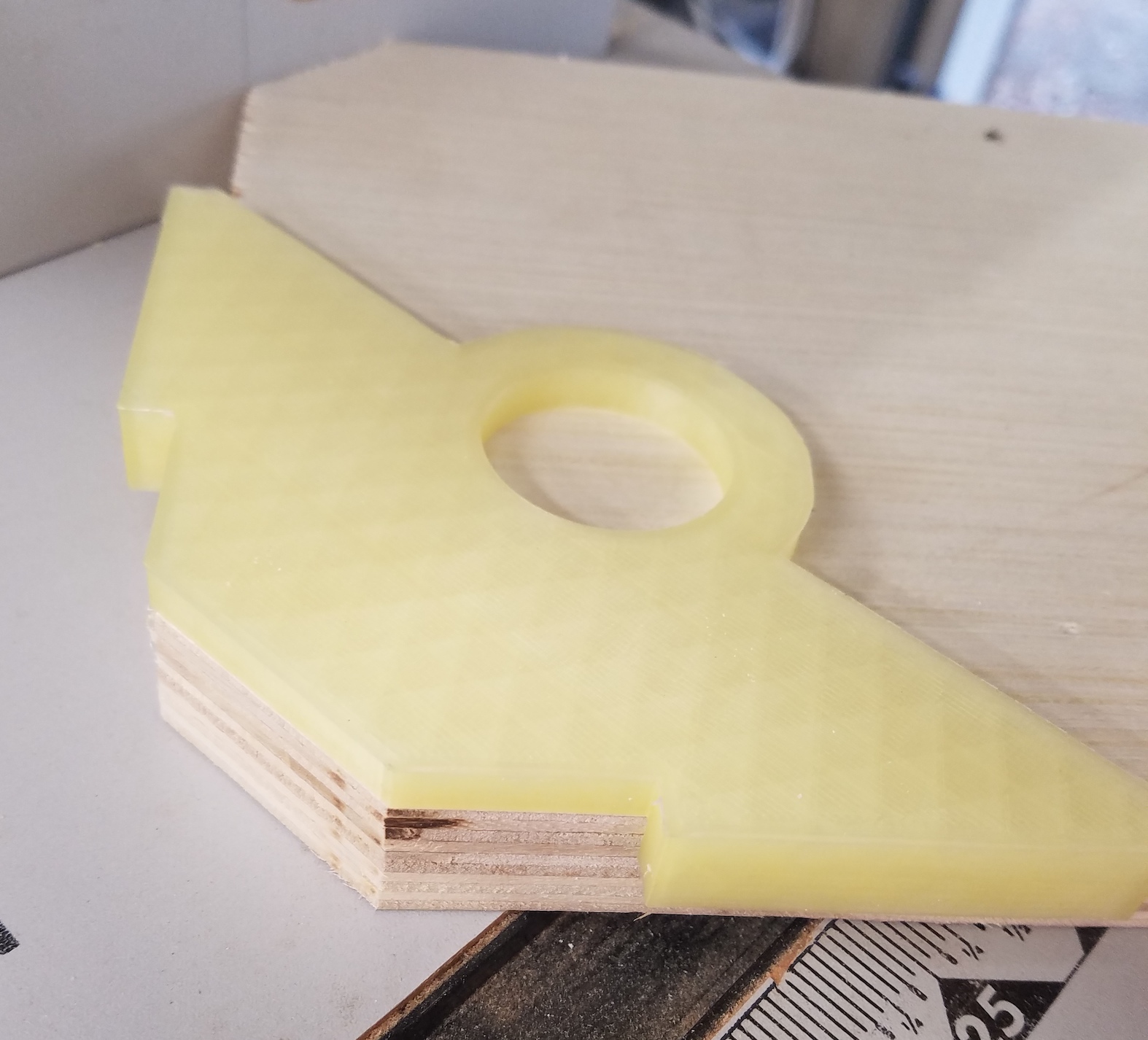
My 3D printed zero clearance inserts for the miter saw have not held up well. They don’t react well to heat and I only get a few dozen cuts out of them before cut tears start to appear. The plate has to be 1/4″ thick which makes it difficult to design for. I have used plywood in the past, but that is tough to make work right. I finally broke down and picked up some phenolic sheet. Phenolic is paper impregnated with a hard resin. The result is really stiff and slick.
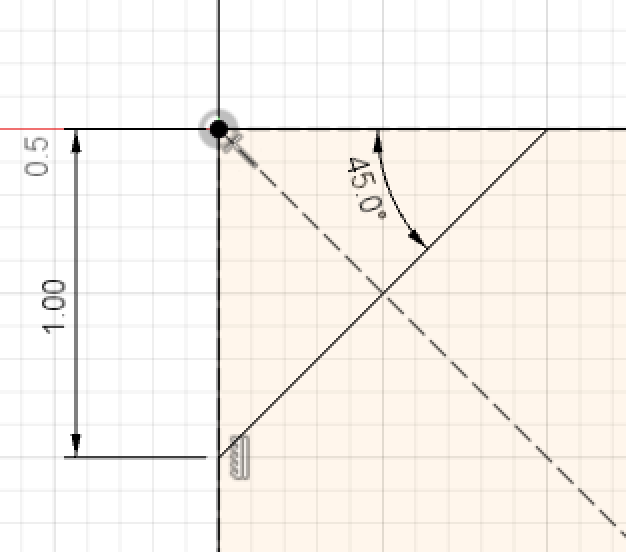
I started by copying the insert that came with the saw and expanding it a little so it fits tighter in the opening. I made a test piece and when everything turned out ok I wrote the instructions on the master. First cut a piece of phenolic to rough size, attach the master, and trim it down on the router.

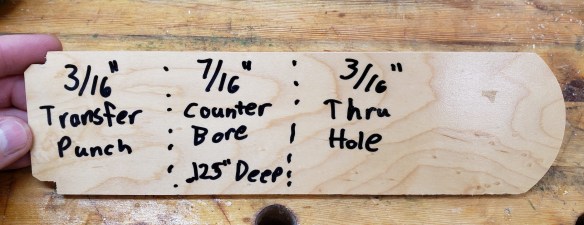


Once the shape is cut right I peel the master off and stick down the original saw plate. I use it to transfer the hole locations with a 3/16″ transfer punch. Transfer punches come in handy for just this sort of thing. Next I do a counterbore to give the screw head some place to live, then finally drill through the rest of the way.



The new plate is screwed into place, then I just make the first cut and voila, the zero clearance insert is complete. My first one had seen dozens of cuts without any issues. Hard to say how long these will last, but as hard as the plastic seems, it should be quite a while.