3D Printing isn’t all useless statues and funky alligator clips. Those are fun, but you can actually make real world useful objects with even a small printer using PLA. I use an OXO vegetable spiralizer to turn zucchini into spaghetti. You can sauté it up with garlic, pesto, red sauce, or just eat it plain. Very good, and an excellent alternative to pasta. The only trick is, a manual spiralizer takes forever and leaves your wrist in pain afterwards. Enter my first functional printer invention.
In the video looks a little awkward to use, but I found that if you cut them in half, everything goes smoothly, and 100 times faster than doing it by hand.
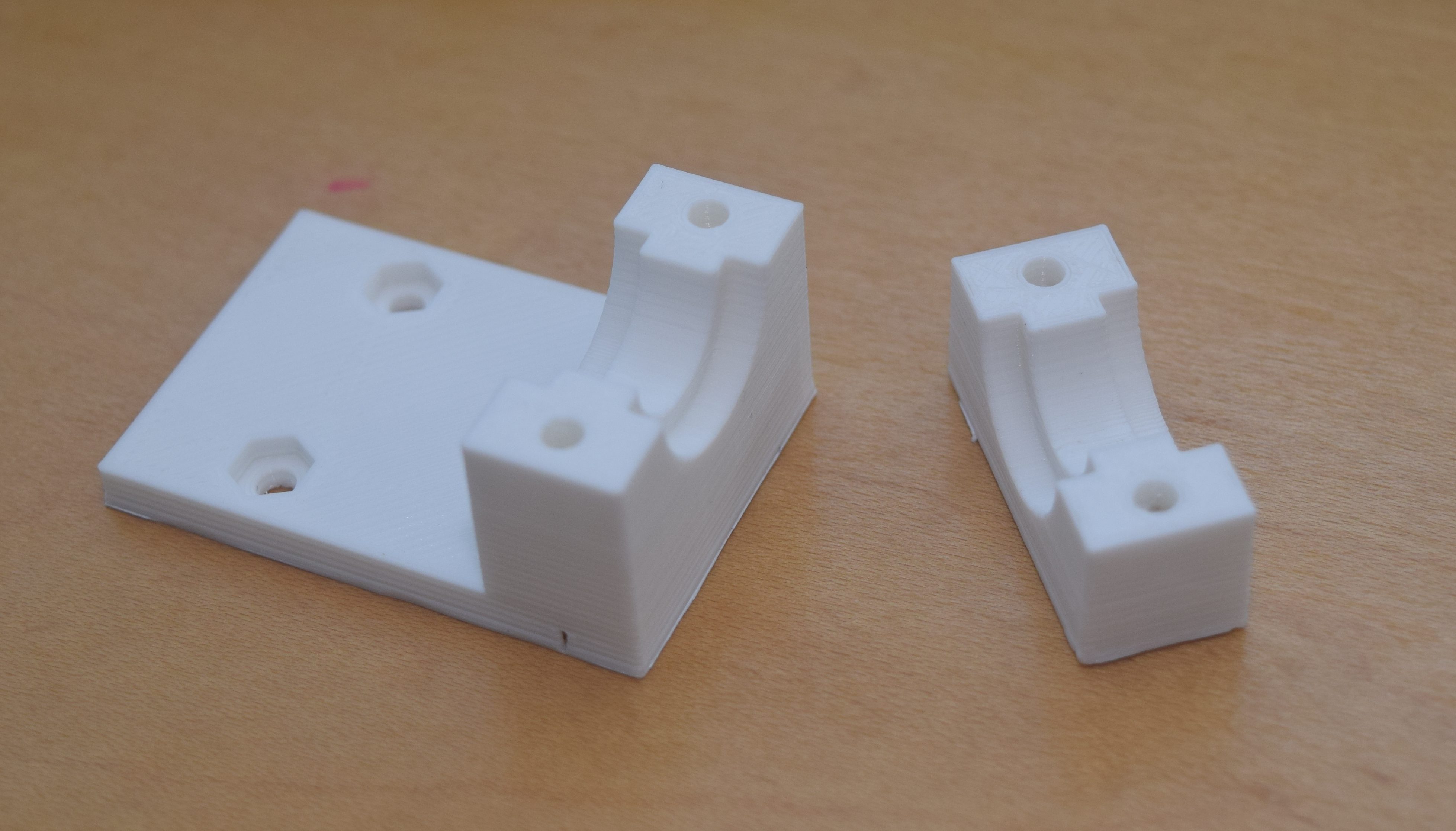
I had to go through a few iterations to get the plug shape right. It turns out the kitchenaid mixer’s power take off is in a tapered housing. A straight plug will not cut it! The good thing about the printer is that all the parts below cost < 2 dollars, so iterating the design is cheap and easy.

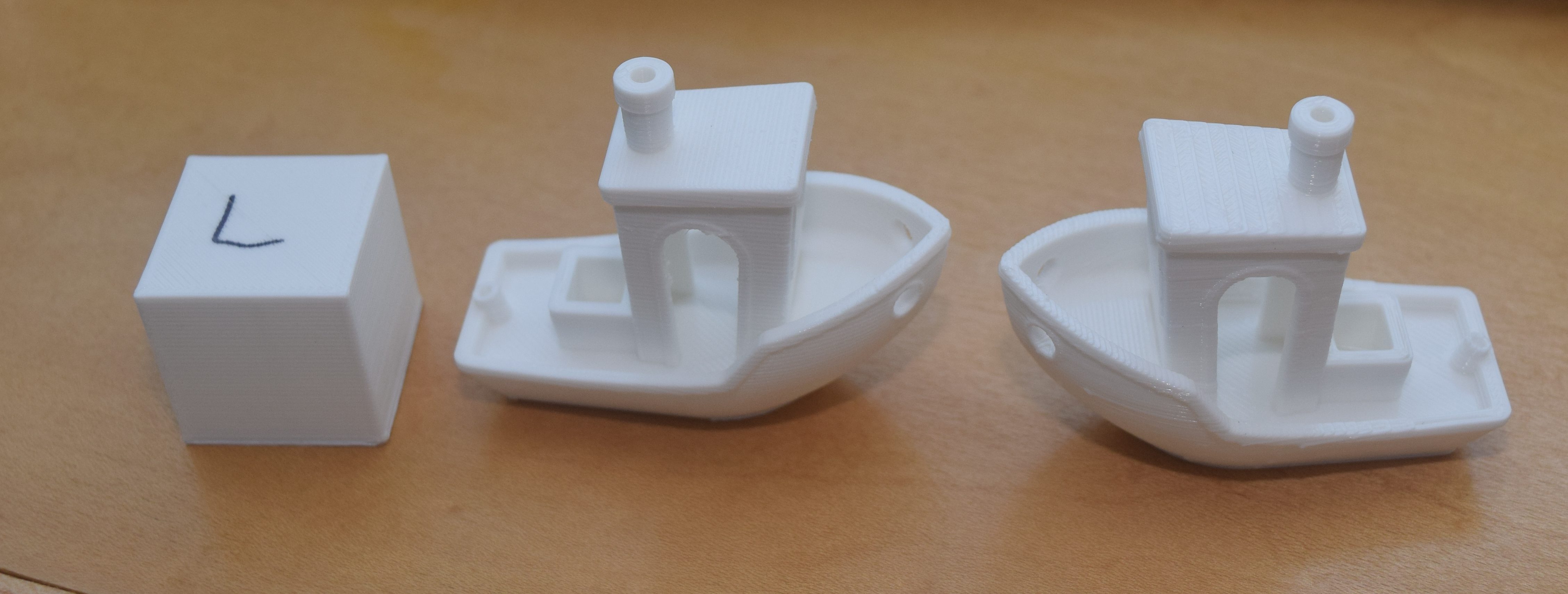
I started with a full run at it on the left. The plug didn’t fit, and it had a lot of extra material. The plug in the middle was my attempt at getting the shape right. It worked, so I went with the final design on the right. I uploaded it to thingiverse:
http://www.thingiverse.com/thing:1745222
Now that I know how to tie into the kitchenaid I can imagine a whole lineup of normally hand operated gizmos being plugged into my power mixer. I wonder if it will chop onions? The future is bright!